

板彎翹發生原因與改善方式
印刷電路板(PCB)板彎翹發生原因與改善方式
每個印刷電路板(PCB),其板彎與板翹所發生的原因或許都不太一樣,但大致上都可以歸咎到施加於PCB上的應力大過於PCB材料所能承受的應力,當PCB所承受的應力不均勻或是PCB上每個地方抵抗應力的能力不均勻時,就會出現板彎及板翹的結果,情況嚴重甚至會造成後端SMT於上件完成後,PCBA上零件有空焊、立碑與位移等不良問題。
印刷電路板(PCB)板彎與板翹發生的原因:
- 印刷電路板(PCB)各層影像銅箔分佈不均
同一片PCB各層影像鋪銅不平均的情況下,會造成散熱與吸熱的不平均漲縮,在漲縮不能同步的情況下,就會造成不同的應力而變形,這時候PCB的溫度如果已經達到了Tg值的上限,PCB就會開始軟化,造成永久的變形。
- 印刷電路板(PCB)疊構設計不對稱
在PCB的疊構配置中,其基板厚度、銅箔厚度與膠片型號,設計配置時需要相互對稱,以避免不同規格產生不同應力,造成PCB因應力不同而變形。
- 印刷電路板(PCB)本身的重量會造成PCB凹陷變形
一般回焊爐都會使用鏈條來帶動PCB 於回焊爐中的前進,也就是以PCB的兩邊當支點撐起整片PCB,如果PCB上面有過重的零件,或是PCB的尺寸過大,就會因為本身的重量而呈現出中間凹陷的現象,造成板彎。 - 印刷電路板(PCB)V-Cut的深淺與連板方式
V-Cut是破壞PCB結構的一種連板加工方式,其切割深淺會間接影響PCB在上件高溫的結構應力;而連板數與折邊添加方向,也會影響PCB承載零件的支撐應力是否足夠,折斷邊添加於連片的短邊處,容易降低PCB承載零件的應力,當零件總重量超過PCB承載力,PCB就會凹陷變形。
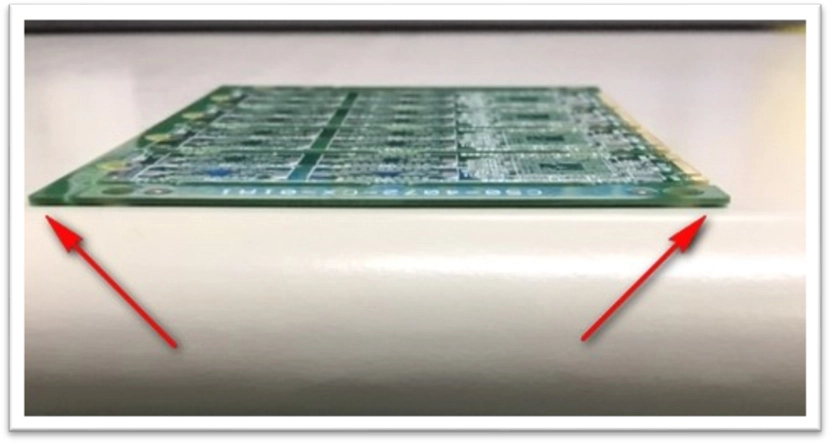
上圖為使用不對稱疊構所生產的PCB板,還沒經過上件的溫度,就可明顯看到板彎與板翹
印刷電路板(PCB)板彎與板翹的改善方式:
- 選用High Tg的板材生產印刷電路板(PCB) Tg是玻璃轉移溫度,也就是材料由玻璃態轉變為流動橡膠態的溫度,選用Tg值越低的材料,表示其PCB進入回焊爐(Reflow)後開始變軟的速度越快,PCB的變形量就會越嚴重。故選用High Tg的板材,其板材本身的特性就愈耐溫且不易變形,尺寸安定性也愈好,但相對地材料的價錢也比較高。
- 印刷電路板(PCB)薄板改用Router替代V-Cut的分板使用 V-Cut的連板方式與較薄成品板厚(<1.2mm),經過回焊爐PCB容易變形,針對薄板可評估改用Router的連板方式來替代V-Cut的連板方式,或是降低V-CUT的切割深度,但V-CUT的切割深度的變更會伴隨裂板後可能會有較大的玻纖毛邊,故需要評估有無干涉機構才可採用。
- 減少印刷電路板(PCB)的尺寸與減少連板的數量 連板尺寸越大的PCB會因為其自身的重量,在回焊爐中凹陷變形,所以盡量把PCB的長邊當成板邊放在回焊爐的鏈條上,就可以降低PCB本身重量所造成的凹陷變形,把連板數量降低也是基於這個理由,也就是說過爐的時候,盡量用短邊垂直過爐方向,以達到最低的凹陷變形量。
- 印刷電路板(PCB)上件使用過爐托盤治具 除了板廠的工藝手法與材料選用改善外,PCB經過回焊爐的高溫熱脹與之後冷卻下來的冷縮,後端SMT上件廠採用托盤治具也可以達到穩住PCB的功能,等到PCB的溫度低於Tg值開始恢復變硬後,還可以維持住原來的尺寸,這樣就可以降低PCB過回焊爐變形的問題了。